 方矩管焊管設備機組方矩管焊管設備機組主要用于生產□100×100-□400×400,壁厚1.5~20mm的中...
方矩管焊管設備機組方矩管焊管設備機組主要用于生產□100×100-□400×400,壁厚1.5~20mm的中... 方矩管生產線方矩管生產線采用組合式模具、多點預彎、直接成方工藝,具有不拆主...
方矩管生產線方矩管生產線采用組合式模具、多點預彎、直接成方工藝,具有不拆主... 方矩管生產設備方矩管生產設備的主要工藝特點:冷彎方矩形鋼管的傳統成形工藝是在...
方矩管生產設備方矩管生產設備的主要工藝特點:冷彎方矩形鋼管的傳統成形工藝是在... HG219型焊管機組HG219型焊管機組的熱鍍鋅的工藝流程大體上分為三個階段,分別為:前處...
HG219型焊管機組HG219型焊管機組的熱鍍鋅的工藝流程大體上分為三個階段,分別為:前處... HG165型焊管機組HG165型焊管機組中的開卷機有什么作用:我們知道開卷機是用來將鋼卷打...
HG165型焊管機組HG165型焊管機組中的開卷機有什么作用:我們知道開卷機是用來將鋼卷打...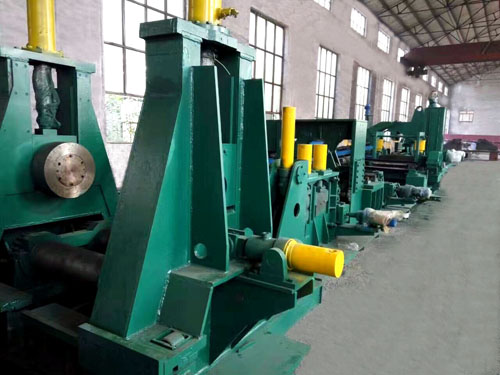
螺旋焊管機組工藝— 螺旋焊管:是將低碳碳素結構鋼或低合金結構鋼鋼帶按 的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。
螺旋焊管主要用于石油、 氣的輸送管線,其規格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
螺旋焊管工藝流程 : 開卷——上卷——校平——對接焊——銑邊——成型——內焊——外焊——切管——破口——后續焊——水壓試驗
螺旋焊管質量檢驗工藝如下: 原材料檢驗——校平檢驗——對接焊檢驗——成型檢驗——內焊檢驗——外焊檢驗——切管檢驗——超聲波檢驗——坡口檢驗 ——外形尺寸檢驗——X射線檢驗——水壓試驗—— 終檢驗
為保證產品質量,我們制定了完善的質量計劃,現場工作程序及檢驗、試驗計劃。 針對以上要求,我們著重抓好以下二方面的工作:嚴格打砂工作程序以保證除銹質量,并在1小時內完成內外底漆的噴涂,這是保證防腐質量的根本。
在制定防腐工藝時我們特別要求玻璃絲布 先浸透環氧煤瀝青涂劑,半機械滾纏,并對玻璃絲布由人工用滾筒推平的方法操作,以保證外涂層的均勻細密。 內外防腐的管子,放在露天堆場達4個月檢驗,內涂層沒有黃色麻點等不良現象,外防腐層電火花試驗仍可達10千 伏的要求。
螺旋焊管機組性能詳細參數如下:
開卷機:雙錐頭開卷機,可拆32噸重鋼卷。
鋼帶絞平機:為七輥絞平,板厚可達20mm
剪板機:可剪2000mm*20mm卷板
對焊機:焊接剛帶頭尾
圓盤剪:剪去鋼板毛邊達到規定尺寸
銑邊機:對≥10mm的鋼板加工成需要的坡口
立輥裝置:保證鋼板沿遞送線運行
遞送機:二輥遞送機為成型的主要動力
導板:保證鋼板平衡的進入成型機
成型機及大橋、輸出輥道、三棍彎板、外輥定徑
式成型機可成型Φ219-Φ2520mm鋼管
內外焊接裝置:內焊單絲、外焊雙絲,選用林肯
螺旋焊管機組焊機,并有紅外線熱成像內焊跟蹤控制系統
焊劑回收裝置:回收焊后焊劑
自動外補焊裝置:修補焊縫缺陷
平頭到棱機:保證達到標準的管端要求
水壓試驗機:100%的水壓試驗
稱重測量裝置:稱重和測量鋼管的長度


 螺旋焊管機組LH-1600
螺旋焊管機組LH-1600職業衛生防...
螺旋焊管機組LH-1600
螺旋焊管機組LH-1600職業衛生防...
 縱剪生產線
在縱剪生產線內部,有一個裝...
HG89型焊管機組
平日要做好HG89型焊管機組的檢...
縱剪生產線
在縱剪生產線內部,有一個裝...
HG89型焊管機組
平日要做好HG89型焊管機組的檢...
 縱剪生產設備
縱剪生產設備的操作規程,其...
縱剪生產設備
縱剪生產設備的操作規程,其...