 方矩管焊管設備機組方矩管焊管設備機組主要用于生產□100×100-□400×400,壁厚1.5~20mm的中...
方矩管焊管設備機組方矩管焊管設備機組主要用于生產□100×100-□400×400,壁厚1.5~20mm的中... 方矩管生產線方矩管生產線采用組合式模具、多點預彎、直接成方工藝,具有不拆主...
方矩管生產線方矩管生產線采用組合式模具、多點預彎、直接成方工藝,具有不拆主... 方矩管生產設備方矩管生產設備的主要工藝特點:冷彎方矩形鋼管的傳統成形工藝是在...
方矩管生產設備方矩管生產設備的主要工藝特點:冷彎方矩形鋼管的傳統成形工藝是在... HG219型焊管機組HG219型焊管機組的熱鍍鋅的工藝流程大體上分為三個階段,分別為:前處...
HG219型焊管機組HG219型焊管機組的熱鍍鋅的工藝流程大體上分為三個階段,分別為:前處... HG165型焊管機組HG165型焊管機組中的開卷機有什么作用:我們知道開卷機是用來將鋼卷打...
HG165型焊管機組HG165型焊管機組中的開卷機有什么作用:我們知道開卷機是用來將鋼卷打...
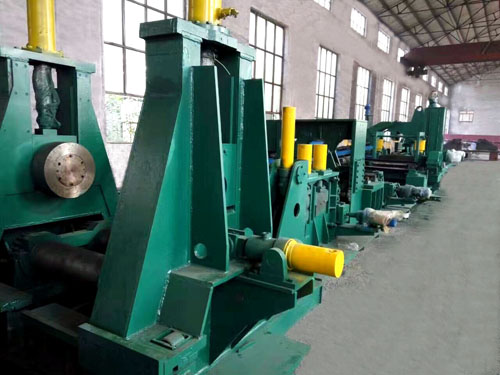
HG50型焊管機組是冶金、建筑、交通、機械、車輛等行業生產直縫焊管和冷彎型鋼的專用設備,以 規格的鋼帶為原料,通過冷彎成型和高頻焊接的方法,生產所需規格的圓管及方矩形管。本機組在消化吸收國內外同類設備的基礎上,大膽創新,并廣泛聽取用戶意見,設計制造而成,設備運行經濟可靠,穩定性好。適用于低碳鋼、低合金鋼,要求材質 σb≤520MPa,σs≤345MPa。
HG50型焊管機組生產線的工藝流程是:上料開卷→ 直頭→夾送矯平→剪切、對焊 → 活套儲料 →成型 → 焊接 →去外毛刺→ 冷卻 → 定徑→ 定尺飛鋸(切斷)→輥道臺架→ 落料(打包)→ 成品入庫
HG50型焊管機組的生產工藝是什么?
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
1.低壓流體輸送用焊接鋼管(GB/T3092-1993)也稱一般焊管,俗稱黑管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。鋼管接壁厚分為普通鋼管和加厚鋼管;接管端形式分為不帶螺紋鋼管(光管)和帶螺紋鋼管。鋼管的規格用公稱口徑(mm)表示,公稱口徑是內徑的近似值。習慣上常用英寸表示,低壓流體輸送用焊接鋼管除直接用于輸送流體外,還大量用作低壓流體輸送用鍍鋅焊接鋼管的原管。
2.低壓流體輸送用鍍鋅焊接鋼管(GB/T3091-1993)也稱鍍鋅電焊鋼管,俗稱白管。是用于輸送水、煤氣、空氣油及取暖蒸汽、暖水等一般較低壓力流體或其他用途的熱浸鍍鋅焊接(爐焊或電焊)鋼管。鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規格用公稱口徑(mm)表示,公稱口徑是內徑的近似值。習慣上常用英寸表示,如11/2 等。
3.普通碳素鋼電線套管(GB3640-88)是工業與民用建筑、安裝機器設備等電氣安裝工程中用于保護電線的鋼管。
4.直縫電焊鋼管(YB242-63)是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。
5.承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,用雙面埋弧焊法焊接,用于承壓流體輸送的螺旋縫鋼管。鋼管承壓能力強,焊接性能好,經過各種嚴格的科學檢驗和測試,使用 可靠。鋼管口徑大,輸送效率高,并可節約鋪設管線的投資。主要用于輸送石油、 氣的管線。
6.承壓流體輸送用螺旋縫高頻焊鋼管(SY5038-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;經過各種嚴格和科學檢驗和測試,使用 可靠,鋼管口徑大,輸送效率高,并可節省鋪設管線的投資。主要用于鋪設輸送石油、 氣等的管線。
7.一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
8.一般低壓流體輸送用螺旋縫高頻焊鋼管(SY5039-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接用于一般低壓流體輸送用螺旋縫高頻焊鋼管。
9.樁用螺旋焊縫鋼管(SY5040-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面埋弧焊接或高頻焊接制成的,用于土木建筑結構、碼頭、橋梁等基礎樁用鋼管。

 兩層升降橫移立體車庫
兩層升降橫移立體車庫主要通...
兩層升降橫移立體車庫
兩層升降橫移立體車庫主要通...
 螺旋焊管機組
螺旋焊管機組工藝— 螺旋焊管...
螺旋焊管機組
螺旋焊管機組工藝— 螺旋焊管...
 螺旋焊管機組LH-400
螺旋焊管機組LH-400工藝說明:...
螺旋焊管機組LH-400
螺旋焊管機組LH-400工藝說明:...
 LW2100焊接生產線
LW2100焊接生產線在焊接過程中...
LW2100焊接生產線
LW2100焊接生產線在焊接過程中...